A medida que los sistemas de nueva energía avanzan hacia una mayor densidad de potencia, el diseño térmico se está convirtiendo en una restricción ingenieril primaria, en lugar de un problema secundario relacionado con el encapsulado. Los paquetes de baterías, los inversores, los cargadores a bordo, el hardware complementario de las pilas de combustible de hidrógeno y los sistemas de almacenamiento de energía generan calor en zonas localizadas. Si este calor no se elimina de manera predecible, el resultado no solo es una menor eficiencia, sino también un envejecimiento acelerado de las celdas, la reducción de la potencia de los dispositivos electrónicos de potencia, fallos en los sellados o, en el peor de los casos, riesgos para la seguridad.
Para los ingenieros y compradores, la pregunta ya no es si la refrigeración por líquido resulta útil. La cuestión más práctica es cómo diseñar y fabricar placas de refrigeración por líquido capaces de resistir las condiciones reales de operación, al tiempo que siguen siendo rentables tanto en la fase de prototipado como en la escala de producción. El aluminio suele ser la opción elegida porque ofrece un equilibrio adecuado entre conductividad térmica, peso, facilidad de mecanizado, resistencia a la corrosión y disponibilidad del material. Sin embargo, el rendimiento de una placa fría de aluminio depende tanto del control de fabricación como del modelo térmico subyacente.
Por qué el aluminio es un material práctico para las placas de refrigeración de nuevas energías
Las aleaciones de aluminio son frecuentes en la gestión térmica porque combinan una conductividad térmica relativamente alta con una baja densidad. Una placa fría fabricada en aluminio puede transferir el calor lejos de los módulos de baterías o de las bases de los semiconductores de potencia, manteniendo al mismo tiempo bajo control la masa total del sistema. Esto resulta especialmente importante en vehículos eléctricos, en la electrificación aeroespacial, en sistemas móviles de almacenamiento de energía y en equipos compactos de carga, donde cada kilogramo influye en la autonomía, la instalación o la manipulación.
La elección del material sigue requiriendo criterio ingenieril. Por ejemplo, el aluminio 6061 se utiliza ampliamente para placas frías mecanizadas debido a su buena maquinabilidad, estabilidad dimensional y resistencia a la corrosión tras anodizar o aplicar recubrimientos de conversión. El 6063 puede preferirse para perfiles extruidos, mientras que el 7075 ofrece mayor resistencia, aunque no siempre constituye la mejor opción desde el punto de vista térmico o de la resistencia a la corrosión. En las placas de refrigeración, la aleación debe evaluarse conjuntamente con la química del refrigerante, el método de unión, el diseño del sellado y el tratamiento superficial.
Cuando las piezas requieren planicidad estable, geometría controlada de los canales, superficies roscadas limpias y acabados superficiales repetibles, recurrir a un proveedor experimentado ayuda a reducir riesgos evitables, como placas deformadas, rebabas dentro de los canales o compresión irregular de las juntas.
¿Qué hace difícil la fabricación de una placa de refrigeración por líquido?
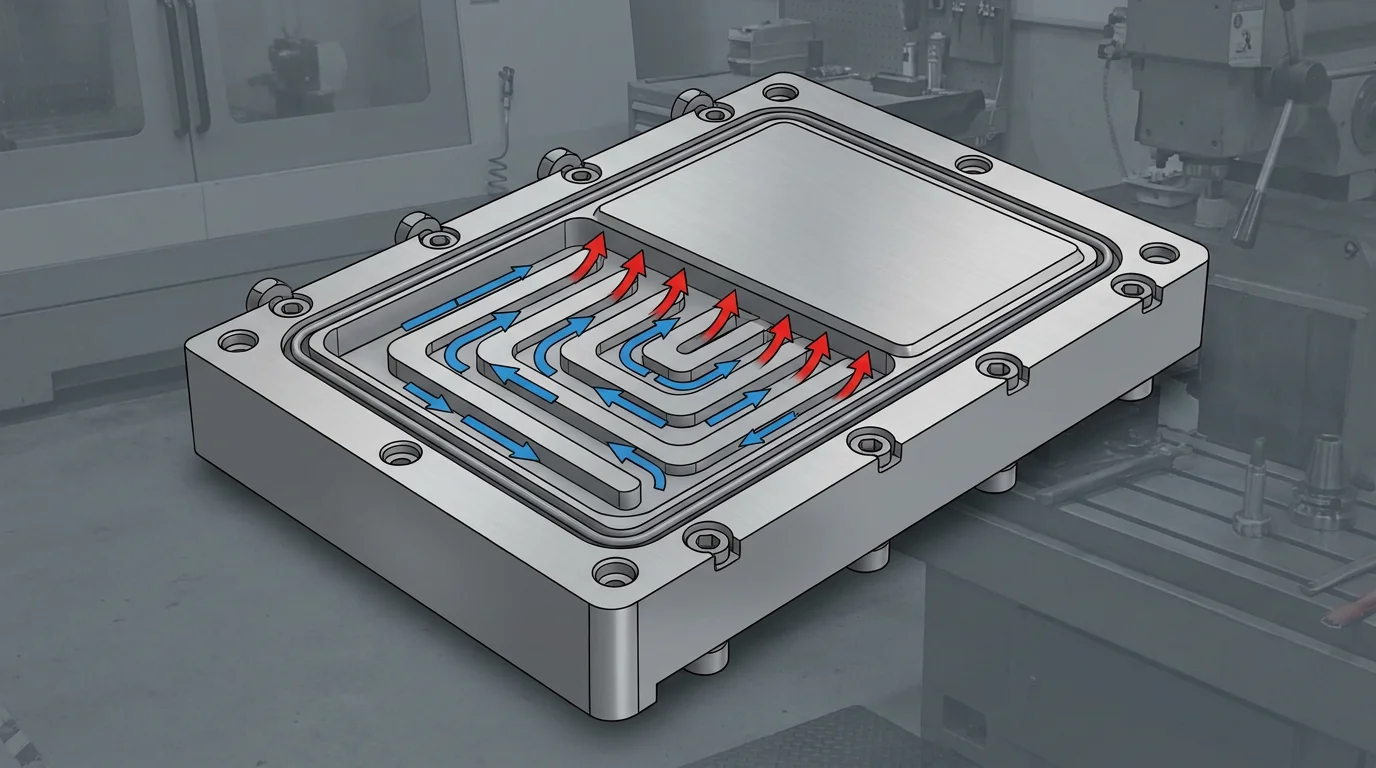
Una placa fría para líquidos parece sencilla desde el exterior: entrada, salida, orificios de montaje y una superficie de contacto plana. Sin embargo, en su interior representa un problema térmico‑fluídico acoplado junto con desafíos de fabricación. El trayecto de los canales debe ofrecer suficiente área de transferencia de calor, al tiempo que mantiene la caída de presión dentro de los límites permitidos por la bomba. Las curvas pronunciadas, las aletas estrechas y los cambios bruscos de sección transversal pueden mejorar la transferencia local de calor, pero también aumentar la resistencia al flujo o atrapar residuos.
Entre las variables de diseño comunes figuran el ancho y la profundidad de los canales, el espesor de las aletas, el grosor de la placa superior, el diámetro de las entradas y salidas, las dimensiones de las ranuras para las juntas y el patrón de los orificios de montaje. Los ingenieros también deben definir la planicidad admisible de la superficie de transferencia de calor. Para muchas aplicaciones en electrónica de potencia, un exceso de error de planicidad provoca un contacto deficiente con la fuente de calor, incluso cuando se emplea material de interfaz térmica. Una placa que supera una inspección dimensional básica aún puede presentar un rendimiento inferior si la superficie de contacto no está debidamente controlada.
Las placas frías para líquidos están entre los componentes más críticos en los sistemas de nueva energía, pues influyen directamente en la uniformidad de la temperatura, la caída de presión, la fiabilidad del sellado y la vida útil.
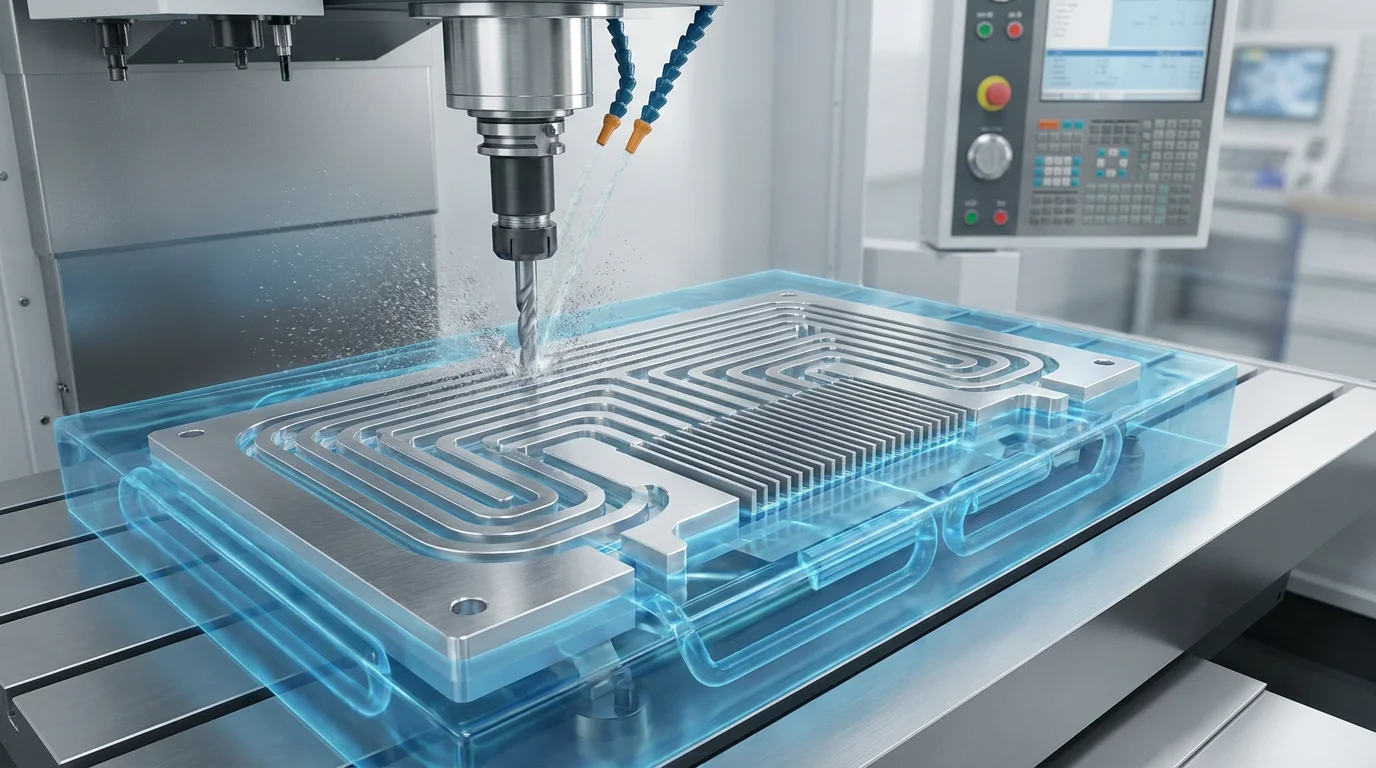
Dónde la fresadora CNC afecta al rendimiento de la refrigeración
El mecanizado CNC se utiliza con frecuencia para placas frías de bajo y mediano volumen, prototipos de ingeniería y geometrías que no pueden producirse de forma económica únicamente mediante extrusión. Procesos como el pueden crear canales serpenteantes, cavidades para colectores, ranuras para juntas tóricas, puertos para sensores, salientes de montaje y superficies de contacto de precisión en una única secuencia de configuración o mediante procesos controlados de múltiples configuraciones.
El acabado del piso del canal es más importante de lo que muchos diseños iniciales suponen. Una superficie más rugosa del canal puede mejorar ligeramente la turbulencia, pero marcas de herramienta no controladas, rebabas o bordes acumulados pueden convertirse en puntos de contaminación. Las rebabas en las intersecciones de los canales son especialmente problemáticas, ya que pueden desprenderse durante el funcionamiento y dañar bombas, válvulas o pasajes estrechos. Por ello, la estrategia de desbarbado debe considerarse durante el diseño, no después de que el primer prototipo no pase la inspección.
La selección de herramientas también influye en la calidad. Las fresas de extremo de alcance largo pueden ser necesarias para canales profundos, pero aumentan el riesgo de deflexión. Los radios internos pequeños pueden obligar a utilizar herramientas más pequeñas, lo que incrementa el tiempo de ciclo y el desgaste de las herramientas. Si un diseño especifica esquinas internas más agudas de las que el proceso de mecanizado puede producir razonablemente, el fabricante quizá deba recurrir al mecanizado por descarga eléctrica, a configuraciones adicionales o a modificaciones en el diseño. Para la mayoría de las placas de refrigeración, añadir radios internos realistas mejora la manufacturabilidad sin comprometer la función térmica.
Tolerancias clave que los ingenieros deben definir desde el principio
Un error común consiste en aplicar tolerancias generales muy estrictas a toda la placa de refrigeración, mientras se omite definir las pocas tolerancias que realmente afectan al funcionamiento. Un enfoque mejor consiste en separar las características críticas para el funcionamiento de la geometría no crítica.
Para una placa de refrigeración de aluminio mecanizada, las características críticas suelen incluir:
- Planicidad de la superficie de transferencia de calor
- Paralelismo entre la superficie de contacto y la superficie de montaje
- Anchura, profundidad y acabado superficial de la ranura de la junta
- Precisión de las roscas de los puertos y calidad de la cara de sellado
- Profundidad del canal y espesor de las nervaduras en zonas de alto flujo de calor
- Posición de los orificios para el montaje en módulos de baterías o dispositivos de potencia
En el caso de las ranuras para juntas, el control de la profundidad es especialmente importante. Si es demasiado poco profunda, la junta podría comprimirse en exceso o extruirse; si es demasiado profunda, la compresión podría resultar insuficiente, provocando fugas bajo presión o durante ciclos térmicos. Los ingenieros deberían definir la compresión de la junta basándose en datos materiales, en lugar de copiar una ranura genérica de otra aplicación.
Las pruebas de estanqueidad también deben especificarse claramente. Dependiendo de la aplicación, el proveedor puede realizar ensayos de caída de presión con aire, pruebas de fugas con helio o ensayos hidrostáticos. La presión de prueba debe reflejar la presión de operación, los picos de presión, el factor de seguridad y el rango de temperatura del refrigerante. Un prototipo que nunca se someta a pruebas de presión en condiciones reales genera una falsa sensación de confianza.
Decisiones sobre prototipado: equilibrar costo, velocidad y valor de aprendizaje
Durante las etapas iniciales del diseño, el prototipo más económico no siempre resulta el más útil. Los ingenieros deben determinar qué debe demostrar el prototipo: rendimiento térmico, resistencia a las fugas, ajuste de montaje, caída de presión, durabilidad frente a vibraciones o factibilidad de fabricación. Cada objetivo puede requerir métodos de inspección y pruebas diferentes.
Por ejemplo, un prototipo utilizado únicamente para comprobar el embalaje quizá no necesite el tratamiento superficial final ni el sellado de grado productivo. En cambio, un prototipo destinado a la validación térmica debería replicar lo más fielmente posible la geometría de los canales, la planicidad de las superficies de contacto y las condiciones del material. Al evaluar el costo de las herramientas, el tiempo de ciclo de mecanizado y la flexibilidad del diseño, se pueden comparar distintas configuraciones de canales antes de comprometerse con dispositivos de sujeción, procesos de soldadura por brazing o métodos de producción en mayores volúmenes.
Resulta especialmente útil cuando los ingenieros requieren evidencia física. La simulación puede reducir el espacio de diseño, pero los prototipos mecanizados revelan problemas como dificultades en la instalación de juntas, deformaciones imprevistas tras el mecanizado, el comportamiento durante el llenado del refrigerante o interferencias con barras colectoras, elementos de fijación y sensores.
Rutas de fabricación más allá de una simple placa fresada
No todas las placas de refrigeración deben fabricarse de la misma manera. Un prototipo sencillo puede obtenerse mediante fresado a partir de una pieza bruta y sellarse con una placa superior atornillada. En cambio, una pieza de producción podría emplear soldadura por brazing, soldadura por fricción-agitación, soldadura al vacío, unión por difusión, extrusión combinada con mecanizado o fundición a presión seguida de mecanizado secundario. Cada método implica compromisos específicos.
Una placa superior atornillada es fácil de inspeccionar y reajustar, pero puede aumentar el peso y la complejidad del sellado. La soldadura por brazing permite crear estructuras compactas y herméticas, aunque exige controlar la calidad de las uniones y la distorsión térmica. La soldadura por fricción-agitación puede ser eficaz para placas de aluminio, pero la trayectoria de la herramienta y la zona de soldadura deben adaptarse a la disposición de los canales. La extrusión reduce costos en canales largos y uniformes, pero limita la libertad de diseño en trayectorias de flujo complejas.
Por ello, los equipos de compras deben evitar comparar presupuestos basándose únicamente en el precio unitario. Un presupuesto de mecanizado más bajo podría no incluir pruebas de estanqueidad, tratamientos superficiales, correcciones de planicidad, limpieza ni documentación. Para componentes de refrigeración utilizados en sistemas regulados o sensibles a la seguridad, la trazabilidad y el control de procesos pueden ser tan importantes como el costo inicial de la pieza.
Preguntas de diseño para la fabricación que conviene plantear antes de la liberación
Antes de lanzar el diseño de una placa de refrigeración, los ingenieros y los compradores deberían formular varias preguntas prácticas:
- ¿Se pueden mecanizar y desbarbar todos los canales de forma confiable?
- ¿Son compatibles los radios internos de las esquinas con las herramientas disponibles?
- ¿Es alcanzable la planicidad de la superficie de contacto tras la eliminación de material y el tratamiento térmico?
- ¿Coincide el diseño de la ranura para la junta con el material de la junta y el objetivo de compresión?
- ¿Son accesibles los puntos de entrada y salida en el montaje final?
- ¿Se ha verificado la compatibilidad del refrigerante con la aleación de aluminio y el tratamiento superficial?
- ¿Está definido el método de prueba de estanqueidad, incluyendo la presión, la duración, el medio utilizado y los criterios de aceptación?
- ¿Se especifican los requisitos de limpieza para evitar la acumulación de virutas, aceite o residuos abrasivos dentro de los canales?
Estas preguntas reducen la ambigüedad entre los equipos de diseño, compras y fabricación. Además, ayudan a los estudiantes a comprender que la gestión térmica no es únicamente un cálculo de transferencia de calor; se trata de un problema de ingeniería a nivel de sistema que involucra materiales, fluidos, mecanizado, sellado, inspección y fiabilidad a largo plazo.
Conclusión
La refrigeración por líquido seguirá expandiéndose en los sistemas de nueva energía a medida que las baterías, la electrónica de potencia y la infraestructura de carga se vuelvan más compactas y potentes. Las placas de refrigeración de aluminio ofrecen una solución práctica, ya que combinan rendimiento térmico, bajo peso y facilidad de fabricación. Sin embargo, el éxito de una placa fría depende de detalles específicos: la geometría de los canales, la planicidad de la superficie, la compresión de la junta, el control de rebabas, las pruebas de estanqueidad y la ruta de fabricación elegida.
Para los ingenieros, los mejores resultados se obtienen al vincular el diseño térmico con la realidad de la fabricación desde etapas tempranas del proyecto. Para los compradores, el proveedor más confiable no es simplemente aquel con el precio unitario más bajo, sino quien comprende cómo las decisiones de mecanizado afectan la transferencia de calor, el sellado y el desempeño en campo. Para los estudiantes, las placas de refrigeración por líquido constituyen un recordatorio útil de que el hardware energético moderno está moldeado tanto por la física como por la capacidad de procesamiento.