Naarmate nieuwe energiesystemen streven naar een hogere vermogensdichtheid, wordt thermisch ontwerp steeds meer een primaire technische beperking in plaats van een secundair verpakkingsprobleem. Batterijpakketten, omvormers, boordladers, hardware voor waterstofbrandstofcellen en energieopslagsystemen genereren allemaal warmte op lokale plekken. Als deze warmte niet op voorspelbare wijze wordt afgevoerd, leidt dit niet alleen tot lagere efficiëntie, maar ook tot versnelde veroudering van de cellen, vermogensvermindering van de vermogenselektronica, afdichtingsfouten of, in het ergste geval, veiligheidsrisico's.
Voor ingenieurs en inkopers is de vraag niet langer of vloeistofkoeling nuttig is. De meer praktische vraag is hoe vloeistofkoelplaten kunnen worden ontworpen en geproduceerd die bestand zijn tegen echte bedrijfsomstandigheden, terwijl ze tegelijkertijd kosteneffectief blijven bij prototyping en schaalvergroting. Aluminium wordt vaak gekozen omdat het een gunstige balans biedt tussen thermische geleidbaarheid, gewicht, bewerkbaarheid, corrosiebestendigheid en beschikbaarheid van leveranciers. De prestaties van een aluminium koudeplaat hangen echter evenveel af van productiecontrole als van het thermische model erachter.
Waarom aluminium een praktisch materiaal is voor koelplaten in de nieuwe energiebranche
Aluminiumlegeringen zijn veelgebruikt in thermisch beheer omdat ze een relatief hoge thermische geleidbaarheid combineren met een laag gewicht. Een koudeplaat gemaakt van aluminium kan warmte afvoeren van batterijmodules of basissen van vermogenshalfgeleiders, terwijl het systeemgewicht onder controle blijft. Dit is belangrijk in elektrische voertuigen, de elektrificatie van de luchtvaart, mobiele energieopslag en compacte oplaadapparatuur, waar elke kilogram invloed heeft op bereik, installatie of hantering.
De keuze van het materiaal vereist nog steeds technische beoordeling. Bijvoorbeeld, 6061-aluminium wordt veel gebruikt voor bewerkte koudeplaten omdat het goede bewerkbaarheid, dimensionale stabiliteit en corrosiebestendigheid biedt na anodisatie of conversiecoating. 6063 kan de voorkeur hebben voor geëxtrudeerde profielen, terwijl 7075 hogere sterkte kan bieden, maar niet altijd de beste keuze is wat betreft thermische eigenschappen of corrosiebestendigheid. Bij koelplaten moet het legeringstype samen met de koelmiddelchemie, verbindingstechniek, afdichtingsontwerp en oppervlaktebehandeling worden beoordeeld.
Wanneer onderdelen stabiele vlakheid, gecontroleerde kanaalgeometrie, schone schroefdraaddetails en herhaalbare oppervlakteafwerking vereisen, kan sourcing via een ervaren leverancier helpen om vermijdbare risico's te verminderen, zoals kromme platen, bramen in de kanalen of inconsistente compressie van pakkingen.
Wat maakt een vloeistofkoelplaat moeilijk te vervaardigen?
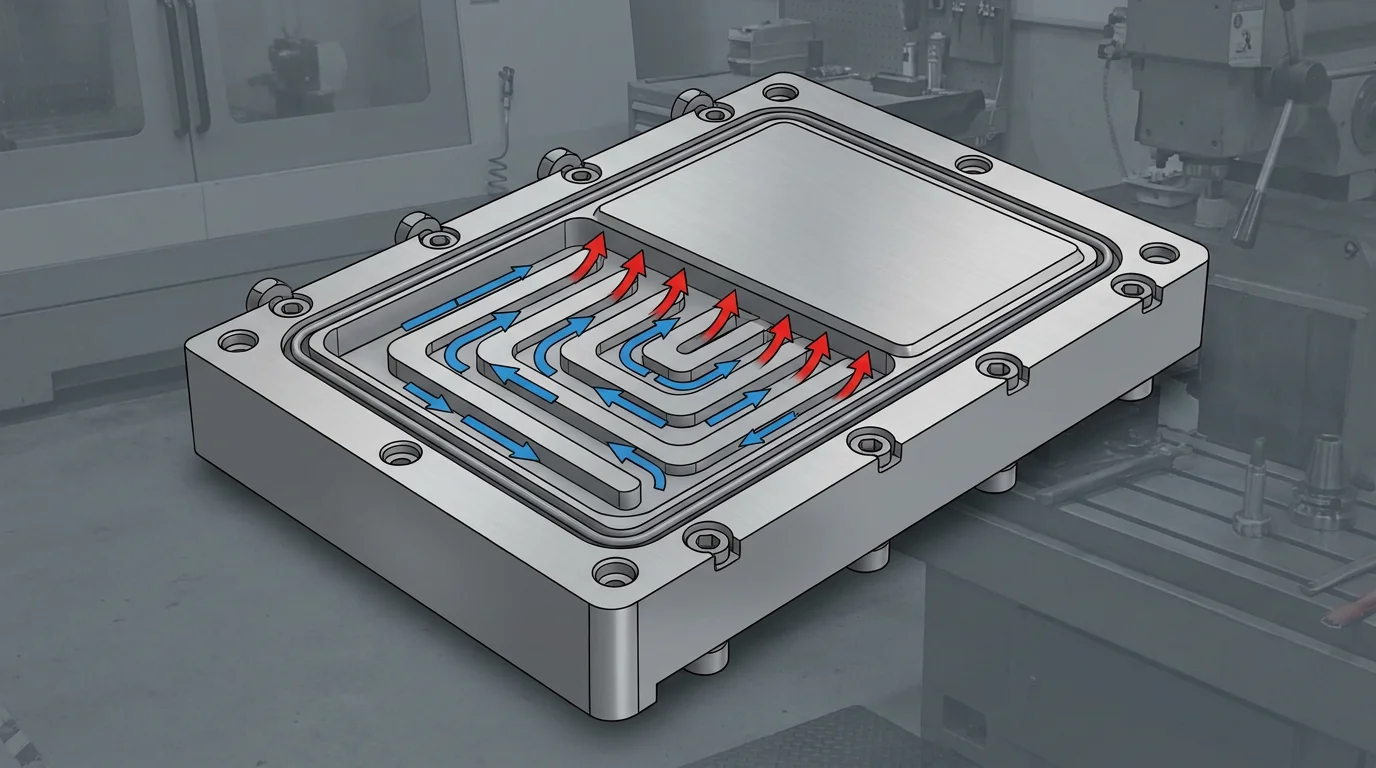
Van buiten ziet een vloeistofkoudeplaat er eenvoudig uit: inlaat, uitlaat, montagegaten en een vlak contactoppervlak. Van binnen echter is het een gekoppelde thermisch-vloeistof- en productieprobleem. Het kanaalpad moet voldoende warmteoverdrachtsgebied bieden, terwijl de drukval binnen de limieten van de pomp blijft. Scherpe bochten, smalle ribben en plotselinge doorsnede-veranderingen kunnen de lokale warmteoverdracht verbeteren, maar kunnen ook de stromingsweerstand verhogen of vuil vasthouden.
Veelvoorkomende ontwerpvariabelen zijn kanaalbreedte, kanaaldiepte, dikte van de ribben, dikte van de afdekplaat, diameter van inlaat en uitlaat, afmetingen van de pakkinggroeven en het patroon van de montagegaten. Ingenieurs moeten ook de toegestane vlakheid van het warmteoverdrachtsoppervlak bepalen. Voor vele toepassingen in vermogenselektronica veroorzaakt een te grote vlakheidafwijking slecht contact met de warmtebron, zelfs wanneer thermisch interface-materiaal wordt gebruikt. Een plaat die een eenvoudige dimensionale inspectie doorstaat, kan toch ondermaats presteren als het contactoppervlak niet goed wordt gecontroleerd.
Vloeistofkoudeplaten behoren tot de meest kritische componenten in nieuwe energiesystemen, omdat ze rechtstreeks invloed hebben op temperatuuregaliteit, drukval, afdichtingsbetrouwbaarheid en levensduur.
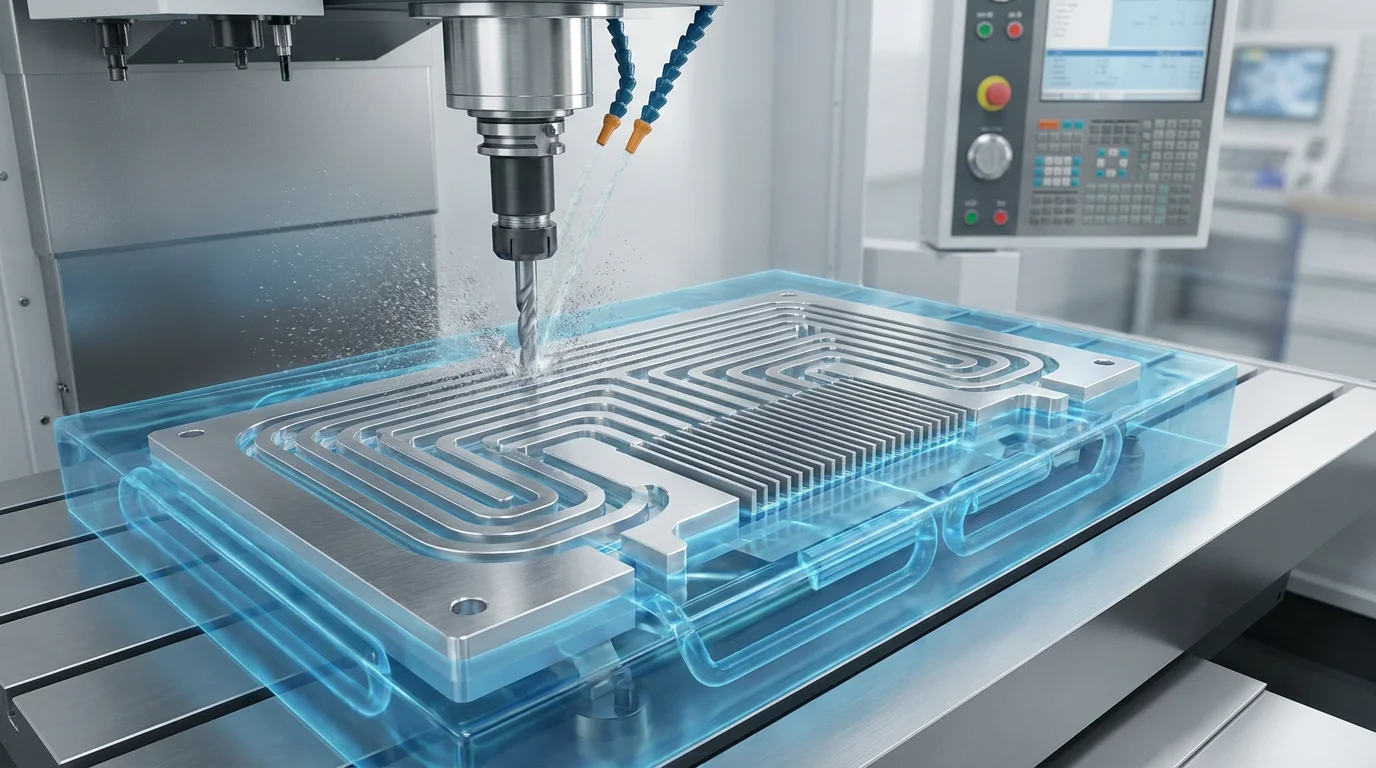
Waar CNC-frezen de koelprestaties beïnvloeden
CNC-bewerking wordt vaak gebruikt voor koudeplaten in kleine en middelgrote volumes, voor technische prototypes en voor geometrieën die economisch niet alleen door extrusie kunnen worden geproduceerd. Processen zoals kunnen slingerkanalen, manifolds, O-ring-groeven, sensorpoorten, montagemannetjes en precieze contactoppervlakken creëren in één enkele instelling of in een gecontroleerd proces met meerdere instellingen.
De afwerking van de bodem van het kanaal is belangrijker dan veel vroege ontwerpen veronderstellen. Een ruwere kanaaloppervlakte kan de turbulentie iets verbeteren, maar ongecontroleerde gereedschapsstrepen, bramen of opgebouwde randen kunnen verontreinigingspunten worden. Bramen bij kruispunten van kanalen zijn bijzonder problematisch, omdat ze tijdens de werking los kunnen raken en pompen, kleppen of smalle doorstromingen kunnen beschadigen. Een strategie voor het verwijderen van bramen dient daarom al tijdens het ontwerp in overweging te worden genomen, niet nadat het eerste prototype de inspectie heeft gefaald.
De keuze van het gereedschap beïnvloedt ook de kwaliteit. Langbereikende eindmills kunnen nodig zijn voor diepe kanalen, maar ze verhogen het risico op doorbuiging. Kleine hoekradii kunnen het gebruik van kleinere gereedschappen noodzakelijk maken, waardoor de cyclustijd en de slijtage van het gereedschap toenemen. Als een ontwerp interne hoeken voorschrijft die scherper zijn dan wat het bewerkingsproces redelijkerwijs kan produceren, kan de fabrikant elektrische ontladingbewerking, extra opstellingen of wijzigingen in het ontwerp moeten toepassen. Voor de meeste koelplaten verbetert het toevoegen van realistische interne radii de maakbaarheid zonder de thermische functionaliteit te schaden.
Belangrijke toleranties die ingenieurs vroegtijdig zouden moeten definiëren
Een veelvoorkomende fout is het toepassen van strenge algemene toleranties op de gehele koelplaat, terwijl de weinige toleranties die daadwerkelijk de functionaliteit beïnvloeden niet worden gedefinieerd. Een betere aanpak is om functiekritische kenmerken te scheiden van niet-kritische geometrie.
Voor een bewerkte aluminium koelplaat omvatten de kritische kenmerken vaak:
- Vlakheid van het warmteoverdrachtsoppervlak
- Parallelisme tussen het contactoppervlak en het monteeroppervlak
- Breedte, diepte en oppervlakte-afwerking van de pakkinggroef
- Nauwkeurigheid van de poortdraad en kwaliteit van het afdichtingsvlak
- Kanaaldiepte en ribdikte in zones met hoge warmteflux
- Gatpositie voor montage op batterijmodules of vermogenselementen
Voor pakkinggroeven is diepteregeling bijzonder belangrijk. Te ondiep, en de pakking kan overmatig worden samengedrukt of uitgedrukt. Te diep, en de compressie kan onvoldoende zijn, wat leidt tot lekkage onder druk of tijdens thermische cycli. Ingenieurs dienen de pakkingcompressie te bepalen op basis van materiaaleigenschappen, in plaats van een generieke groef uit een andere toepassing over te nemen.
Lekkagetesten dienen eveneens duidelijk te worden gespecificeerd. Afhankelijk van de toepassing kan een leverancier luchtdrukverval-, helium-lektest- of hydrostatische tests uitvoeren. De testdruk moet de bedrijfsdruk, drukpieken, veiligheidsfactor en temperatuurbereik van het koelmiddel weerspiegelen. Een prototype dat nooit onder realistische omstandigheden wordt getest, geeft een vals gevoel van vertrouwen.
Beslissingen over prototyping: een balans tussen kosten, snelheid en leerwaarde
Tijdens de vroege ontwerpfase is het goedkoopste prototype niet altijd het meest nuttige prototype. Ingenieurs moeten bepalen wat het prototype moet aantonen: thermische prestaties, lekbestendigheid, montagepassing, drukval, trillingsbestendigheid of maakbaarheid. Elk doel kan verschillende inspectie- en testmethoden vereisen.
Bijvoorbeeld, een prototype dat alleen wordt gebruikt voor verpakkingscontroles hoeft mogelijk geen definitieve oppervlaktebehandeling of afdichting van productiekwaliteit te hebben. Een prototype dat wordt gebruikt voor thermische validatie moet zo dicht mogelijk aansluiten bij de kanaalgeometrie, de vlakheid van het contactoppervlak en de materiaaleigenschappen. Bij het evalueren van gereedschapskosten, bewerkingscyclusduur en ontwerpflexibiliteit kunnen teams alternatieve kanaalindelingen vergelijken voordat ze zich vastleggen op hulpmiddelen, soldeerprocessen of productiemethoden voor grotere volumes.
Dit is vooral handig wanneer ingenieurs fysiek bewijs nodig hebben. Simulatie kan de ontwerpruimte verkleinen, maar machinaal bewerkte prototypes brengen problemen aan het licht, zoals moeilijkheden bij het installeren van pakkingen, onverwachte vervormingen na bewerking, het gedrag bij het vullen met koelmiddel of interferentie met busbars, bevestigingsmiddelen en sensoren.
Productieroutes die verder gaan dan een eenvoudig gefreesd plaatje
Niet elke koelplaat hoeft op dezelfde manier gemaakt te worden. Een eenvoudig prototype kan uit een blok gefreesd worden en afgedicht worden met een geschroefde afdekplaat. Een productieonderdeel kan gebruikmaken van solderen, frictie-stir-welding, vacuümsolderen, diffusiebonden, extrusie plus bewerking of spuitgieten plus secundaire bewerking. Elke route brengt zijn eigen afwegingen met zich mee.
Een geschroefde afdekplaat is gemakkelijk te inspecteren en bij te werken, maar kan extra gewicht en afdichtingscomplexiteit met zich meebrengen. Solderen kan compacte, lekdichte constructies opleveren, maar vereist controle over de kwaliteit van de verbindingen en thermische vervorming. Frictie-stir-welding kan effectief zijn voor aluminium platen, maar de gereedschapspad en laszone moeten wel compatibel zijn met de kanaalindeling. Extrusie kan de kosten verlagen voor lange, uniforme kanalen, maar beperkt de ontwerpvrijheid voor complexe stromingspaden.
Inkoopteams dienen daarom te vermijden om offertes uitsluitend op basis van eenheidsprijs te vergelijken. Een lagere bewerkingsofferte omvat mogelijk geen lektesten, oppervlaktebehandeling, vlakheidscorrectie, reiniging of documentatie. Voor koelcomponenten die worden gebruikt in gereguleerde of veiligheidsgevoelige systemen, kunnen traceerbaarheid en procescontrole net zo belangrijk zijn als de initiële onderdeelprijs.
Vragen over design-for-manufacturing vóór vrijgave
Voordat een koelplaatontwerp wordt vrijgegeven, dienen ingenieurs en inkopers verschillende praktische vragen te stellen:
- Kunnen alle kanalen betrouwbaar worden bewerkt en ontbraamd?
- Zijn interne hoekradiussen compatibel met de beschikbare gereedschappen?
- Is de vlakheid van het contactoppervlak haalbaar na materiaalverwijdering en warmtebehandeling?
- Komt het ontwerp van de pakkinggroef overeen met het pakkingmateriaal en het compressiedoel?
- Zijn de inlaat- en uitlaatposities geschikt voor gebruik tijdens de eindassemblage?
- Is de compatibiliteit van het koelmiddel gecontroleerd ten opzichte van aluminiumlegering en oppervlaktebehandeling?
- Is de lektestmethode gedefinieerd met betrekking tot druk, duur, medium en acceptatiecriteria?
- Zijn reinigingsvereisten gespecificeerd om te voorkomen dat er spanen, olie of schurend residu in de kanalen achterblijven?
Deze vragen verminderen de onduidelijkheid tussen de ontwerp-, inkoop- en productieteams. Ze helpen studenten bovendien te begrijpen dat thermisch beheer niet alleen een berekening van warmteoverdracht is. Het is een engineeringprobleem op systeemniveau dat materialen, vloeistoffen, bewerking, afdichting, inspectie en langdurige betrouwbaarheid omvat.
Conclusion
Vloeistofkoeling zal zich blijven uitbreiden naar nieuwe energiesystemen nu batterijen, vermogenselektronica en laadinfrastructuur compacter en krachtiger worden. Aluminium koelplaten bieden een praktische oplossing omdat ze thermische prestaties, laag gewicht en maakbaarheid combineren. Toch hangt het succes van een koude plaat af van details: geometrie van de kanalen, vlakheid van het oppervlak, compressie van de pakking, controle op bramen, lektesten en de gekozen productiemethode.
Voor ingenieurs leveren de beste resultaten het vroegtijdig verbinden van thermisch ontwerp met de realiteit van de productie al in een vroeg stadium van het project. Voor inkopers is de meest betrouwbare leverancier niet simpelweg degene met de laagste stukprijs, maar degene die begrijpt hoe bewerkingsbeslissingen de warmteoverdracht, afdichting en prestaties in het veld beïnvloeden. Voor studenten zijn vloeistofkoelingsplaten een nuttige herinnering dat moderne energiehardware zowel door fysica als door procescapaciteit wordt gevormd.